产品介绍
浇注料的施工方法
1、施工准备
1.1 耐火浇注料、隔热制品、各类锚固砖、吊挂砖、金属锚固件、金属吊挂件、膨胀缝和水平滑动缝的填充材料、防粘模板的润滑材料等均应分类放好,以便使用。
1.2 浇注用的模板,要求表面光滑,并有足够的刚度和强度。支模要牢固,尺寸要准确。应防止在施工过程中产生的位移和变形。模板接缝处应严密不漏浆。模板表面贴好塑料薄膜或涂以润滑材料。
1.3 埋没浇注体中的钢筋或金属锚固件、吊挂件,应设在非受热面。钢筋的使用温度不应超过350°C。金属锚固件要按设计位置焊牢,并用铁锤敲击检查有无松动,不合格者必须重焊。埋没在浇注体内的部分,均应涂以0.5~1mm厚的沥青。
1.4 锚固砖、吊挂砖必须事先逐块检查,沟槽外有超标裂纹或严重碰损者不能使用。
1.5 浇注料用水水质标准:a不得呈现异色、异味;b不得含有肉眼可见异物;c酸碱值PH6.5~8.5;d沿海地区氯离子含量小于300mg/L。
1.6 施工机具安装准备就绪,并应清理干净。耐火浇注料必须采用强制式搅拌机,否则会增加加水量,影响施工体质量。搅拌机应安放在接近施工现场有水有电的位置。
1.7 准备两个以上的振动机具。
1.2 浇注用的模板,要求表面光滑,并有足够的刚度和强度。支模要牢固,尺寸要准确。应防止在施工过程中产生的位移和变形。模板接缝处应严密不漏浆。模板表面贴好塑料薄膜或涂以润滑材料。
1.3 埋没浇注体中的钢筋或金属锚固件、吊挂件,应设在非受热面。钢筋的使用温度不应超过350°C。金属锚固件要按设计位置焊牢,并用铁锤敲击检查有无松动,不合格者必须重焊。埋没在浇注体内的部分,均应涂以0.5~1mm厚的沥青。
1.4 锚固砖、吊挂砖必须事先逐块检查,沟槽外有超标裂纹或严重碰损者不能使用。
1.5 浇注料用水水质标准:a不得呈现异色、异味;b不得含有肉眼可见异物;c酸碱值PH6.5~8.5;d沿海地区氯离子含量小于300mg/L。
1.6 施工机具安装准备就绪,并应清理干净。耐火浇注料必须采用强制式搅拌机,否则会增加加水量,影响施工体质量。搅拌机应安放在接近施工现场有水有电的位置。
1.7 准备两个以上的振动机具。
2、搅拌
2.1 搅拌
将袋装浇注料以每次不超过搅拌机额定量的20%,倒入强制式搅拌机内(浇注料和结合剂分装的,应注意必须同时倒入)先干混1-2分钟。2.2 加水搅拌
先加入参考加水量的90%左右,搅拌2-3分钟。余下的水量视情况进行调整。需要继续加水的,在加水以后,再搅拌1-2分钟后即可出料供浇注使用。2.3 含水量的判断
判断搅拌料的水分含量是否合适可采用“手捏成团”的方法进行试验:取搅拌料用手捏成一个紧密的球团,将球团抛高约30cm,然后用手接住,如果球团变形而未碎,表示含水量正好;如果球团变形并从手缝中流出,则表示含水量过多;如果球团开裂、散落,则表示含水量太少。由于含水量(水灰比)的大小直接影响浇注体的质量,因此在满足施工要求的条件下,应尽量减少加水量为宜。3、浇注施工
3.1 浇注前应清除模内杂物。设置并固定好膨胀缝填充材料和炉壳绝热层,砌好隔热砖。
3.2 将搅拌好的浇注料填入模内进行振捣。铺料厚度根据所采用的振动器种类规格而定。当用振动棒时,铺料厚度不应超过振动棒作用部分长度的1.25倍;当用平板振动器时,其厚度不应超过20cm。振动棒要慢慢插入浇注料内,待浇注料表面泛浆呈流动状态时再移动振动棒。移动速度为1~2米/分钟。振动棒移动间距不应大于作用半径的1.5倍(作用半径一般为20cm 左右)。振动棒拔出时速度要慢,当棒头接近表层时,应停留数秒钟,以使表面平整。振动棒在每一位置上的振动延续时间不宜太长,否则易产生离析。一般控制在4~5分钟范围内为宜。
3.3 浇注从炉墙底部开始,往上分层分块交错进行。每层都要从角部开始。浇注中要防止把模板挤偏,影响施工质量。
3.4 浇注炉墙时,每浇实一定高度后,需铺上一层水平滑动缝填充材料(一般用油毡纸),然后继续浇注。浇注炉顶时,所需厚度要一次浇注完毕,不得分层浇注。
3.5 整体浇注耐火浇注料内衬的膨胀缝数值及其分布位置和构造,应由设计规定。当设计对膨胀缝数值没有规定时,可按材料线膨胀率大小留设膨胀缝,一般每2米左右留一道6-8mm的膨胀缝,并保持其垂直贯通。施工时应将膨胀缝内的填充料固定好,以避免在施工过程中填充料移位或被浇注料压跨,以致浇注料进入填充料内,使膨胀缝扩大,生产时炉气从过宽的膨胀缝里冒出,恶化环境,浪费能源。膨胀板最好使用专业厂家生产的与浇注料配套使用的“炉体膨胀板”,严禁使用强度低易变形的膨胀板。在炉顶浇注料与炉墙接触部位放置20-40mm硅酸铝纤维毡起膨胀缝的作用。
3.6浇注料应连续施工,因各种原因不能连续施工,可留施工缝,施工缝最好留设在膨胀缝处,否则施工缝应做成麻面,即在浇注料上划深10mm,宽20mm左右的十字沟,间距100mm左右。
3.7浇注设有锚固砖的炉体时,最好待浇注料施工到锚固砖下表面略高的位置(高出2cm左右),再挂锚固砖,这样既可保证锚固下表面与浇注料紧密结合,又容易保证锚固砖的水平度。
3.8浇注设有吊挂砖的炉顶时,为保证吊挂砖垂直度和锚固砖振动时不上浮,浇注前应用木楔将锚固砖固定好,严禁振动棒碰到锚固砖上,并应从两边交错振捣为宜。
3.9工自流浇注料时,不能长时间振捣,只需要用振动棒稍振一下或用木棒搅捣一下即可。如是用在水冷管包扎或振捣不方便处时,可用木锤敲一敲模板即可。
3.10水冷管包扎浇注料施工前应将水冷管上的保温纤维用塑料布和透明胶带包扎好,以保证施工时浇注料的流动性和不被纤维吸水。
3.11冬季施工时,应采取必要的保温措施。施工地点和周围的温度不应低于5°C。搅拌用水应进行加热,水温以不超过50°C为宜。搅拌时间应适当延长。
3.2 将搅拌好的浇注料填入模内进行振捣。铺料厚度根据所采用的振动器种类规格而定。当用振动棒时,铺料厚度不应超过振动棒作用部分长度的1.25倍;当用平板振动器时,其厚度不应超过20cm。振动棒要慢慢插入浇注料内,待浇注料表面泛浆呈流动状态时再移动振动棒。移动速度为1~2米/分钟。振动棒移动间距不应大于作用半径的1.5倍(作用半径一般为20cm 左右)。振动棒拔出时速度要慢,当棒头接近表层时,应停留数秒钟,以使表面平整。振动棒在每一位置上的振动延续时间不宜太长,否则易产生离析。一般控制在4~5分钟范围内为宜。
3.3 浇注从炉墙底部开始,往上分层分块交错进行。每层都要从角部开始。浇注中要防止把模板挤偏,影响施工质量。
3.4 浇注炉墙时,每浇实一定高度后,需铺上一层水平滑动缝填充材料(一般用油毡纸),然后继续浇注。浇注炉顶时,所需厚度要一次浇注完毕,不得分层浇注。
3.5 整体浇注耐火浇注料内衬的膨胀缝数值及其分布位置和构造,应由设计规定。当设计对膨胀缝数值没有规定时,可按材料线膨胀率大小留设膨胀缝,一般每2米左右留一道6-8mm的膨胀缝,并保持其垂直贯通。施工时应将膨胀缝内的填充料固定好,以避免在施工过程中填充料移位或被浇注料压跨,以致浇注料进入填充料内,使膨胀缝扩大,生产时炉气从过宽的膨胀缝里冒出,恶化环境,浪费能源。膨胀板最好使用专业厂家生产的与浇注料配套使用的“炉体膨胀板”,严禁使用强度低易变形的膨胀板。在炉顶浇注料与炉墙接触部位放置20-40mm硅酸铝纤维毡起膨胀缝的作用。
3.6浇注料应连续施工,因各种原因不能连续施工,可留施工缝,施工缝最好留设在膨胀缝处,否则施工缝应做成麻面,即在浇注料上划深10mm,宽20mm左右的十字沟,间距100mm左右。
3.7浇注设有锚固砖的炉体时,最好待浇注料施工到锚固砖下表面略高的位置(高出2cm左右),再挂锚固砖,这样既可保证锚固下表面与浇注料紧密结合,又容易保证锚固砖的水平度。
3.8浇注设有吊挂砖的炉顶时,为保证吊挂砖垂直度和锚固砖振动时不上浮,浇注前应用木楔将锚固砖固定好,严禁振动棒碰到锚固砖上,并应从两边交错振捣为宜。
3.9工自流浇注料时,不能长时间振捣,只需要用振动棒稍振一下或用木棒搅捣一下即可。如是用在水冷管包扎或振捣不方便处时,可用木锤敲一敲模板即可。
3.10水冷管包扎浇注料施工前应将水冷管上的保温纤维用塑料布和透明胶带包扎好,以保证施工时浇注料的流动性和不被纤维吸水。
3.11冬季施工时,应采取必要的保温措施。施工地点和周围的温度不应低于5°C。搅拌用水应进行加热,水温以不超过50°C为宜。搅拌时间应适当延长。
4、养护与拆模
4.1 养护
耐火浇注料在浇注施工后,必须进行养护(养护制度可参照表1),冬季养护应在5°C以上,气温低于5°C时应采取保暖措施。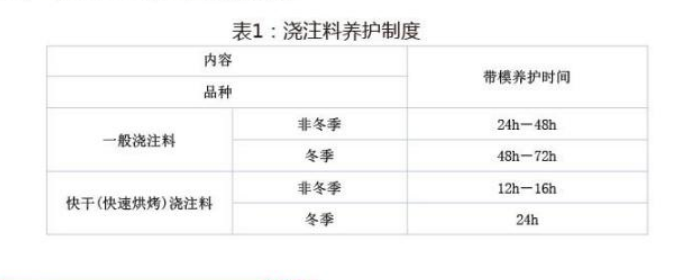
4.2 拆模
4.2.1 浇注料经过养护后方可拆模。现场浇注的浇注料整体结构的拆模时间为:不承重的侧面模板,应在浇注料强度达到其表面及棱角不因拆模而受损坏时方可拆除;承重模板应在浇注体的常温耐压强度超过2.9MPa时,始可拆除4.2.2 如果是采用的木模,一定要将木模全部拆出,否则点火烘炉后,木板剧烈燃烧,造成浇注料表层剥落,甚致产生裂纹。
4.3加热炉的冬季防护
为了防止加热炉衬里浇注料所含水分在°C以下结冰膨胀损坏浇注衬里,加热炉在冬季前需进行浇注衬里烘烤或防护。如果加热炉在冬季前没有条件进行烧烤,通常需将加热炉搭上防护篷,加热炉内用多个烘炉管通上煤气进行小火烘烤,或点上木材进行烘烤,保持加热炉内的温度不低于5°C,直到冬季结束,环境温度大于0°C才能结束防护过程。5、烘炉
烘炉是耐火浇注料使用效果好坏的关键环节。其作用主要是排除浇注料中的游离水及化学结合水。烘炉得当,可以提高窑炉及热工设备的使用寿命。否则,水分排除不畅通可使浇注产生裂纹,剥落,甚至引起爆裂事故。
5.1防止火焰直接烤到炉体上,造成炉体剥落,在点火烘炉前,可在烘烤点上方粘贴硅酸铝纤维毡。
5.2 烘炉用热源:煤气、热风、木柴、煤、重油、电热等均可。必须能够控制升温速度,避免局部过热。低温阶段最好采用煤气或电热,不宜采用重油。温度达到500~600°C时,则可逐渐开启烧嘴烘炉。
5.3 烘炉开始以后,不得停止或中断。如果不得不中断时,对冷却应小心进行。重新升温时要按照烘炉制度从头开始。
5.4 应严格遵循升温曲线,并注意保证炉膛内温度均匀的上升与分布。
5.5 烘炉开始后应定时全面检查炉体,并观察烟囱冒烟,如果600°C保温结束后炉缝处还在滴水或烟囱冒白色水蒸气,则不宜立即升温,应在该温度处继续保温,直至炉缝处不滴水,烟囱不冒白烟时方可按曲线要求升温。
5.1防止火焰直接烤到炉体上,造成炉体剥落,在点火烘炉前,可在烘烤点上方粘贴硅酸铝纤维毡。
5.2 烘炉用热源:煤气、热风、木柴、煤、重油、电热等均可。必须能够控制升温速度,避免局部过热。低温阶段最好采用煤气或电热,不宜采用重油。温度达到500~600°C时,则可逐渐开启烧嘴烘炉。
5.3 烘炉开始以后,不得停止或中断。如果不得不中断时,对冷却应小心进行。重新升温时要按照烘炉制度从头开始。
5.4 应严格遵循升温曲线,并注意保证炉膛内温度均匀的上升与分布。
5.5 烘炉开始后应定时全面检查炉体,并观察烟囱冒烟,如果600°C保温结束后炉缝处还在滴水或烟囱冒白色水蒸气,则不宜立即升温,应在该温度处继续保温,直至炉缝处不滴水,烟囱不冒白烟时方可按曲线要求升温。